扫一扫咨询详情

咨询热线:
132 1875 99990510-88888016
扫一扫咨询详情
咨询热线:
132 1875 9999联系热线
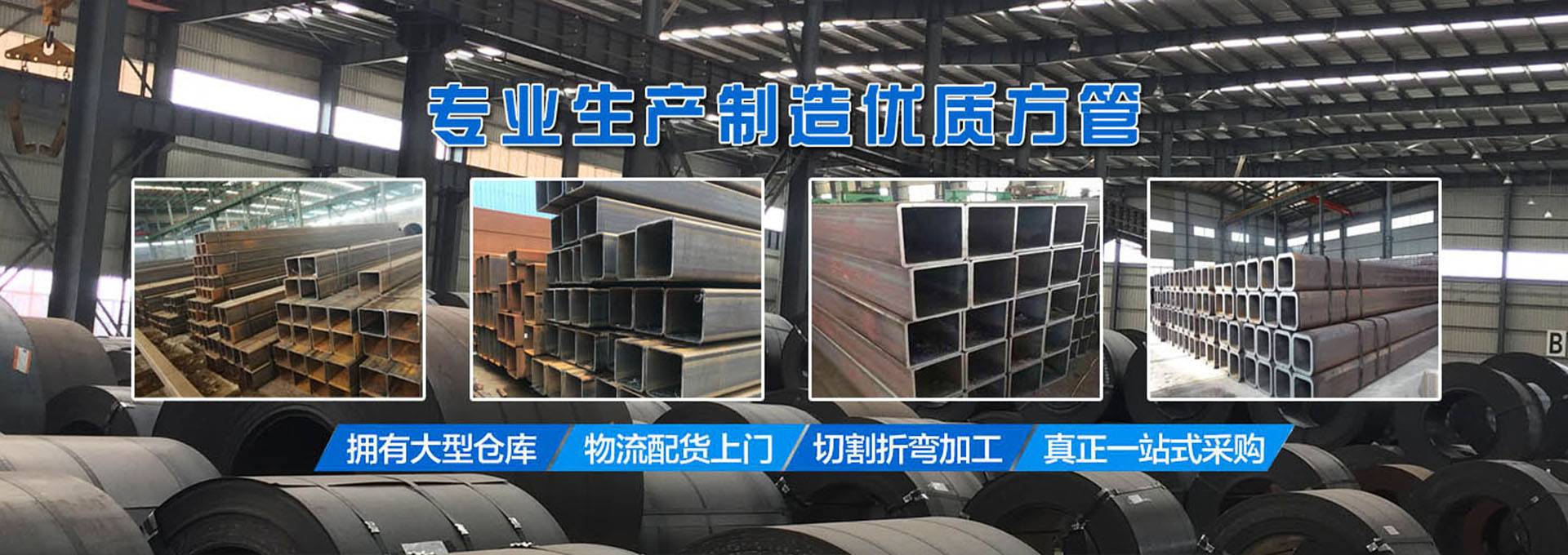
茂名矩形管热弯加工是通过加热软化管材后,借助模具或机械外力使其弯曲成特定角度(如90°、135°)或弧度的工艺,核心是在高温下控制管材变形以避免开裂或褶皱。

1. 核心加工流程
矩形管热弯需严格遵循步骤,以保证弯曲精度和管材性能,主要流程如下:
1. 预处理:清理矩形管内外壁的油污、锈迹,避免加热时杂质影响管材表面质量;对管壁较厚的管材,可提前在管内填充沙子、石墨等填充物,防止弯曲时管壁塌陷。
2. 加热:将管材需要弯曲的部位送入加热炉(或使用火焰加热),加热温度根据材质调整。例如Q235钢加热至8001000℃,Q345B钢加热至750950℃,需确保加热区域均匀,避免局部过热导致管材脆化。
3. 弯曲成型:将加热后的管材快速固定在定制模具上,通过机械推力(如液压机)或人工辅助使其贴合模具弯曲;对于大口径或厚壁矩形管,需分阶段缓慢弯曲,防止管材开裂。
4. 冷却与矫正:弯曲后可自然冷却或采用风冷,避免快速水冷导致管材内应力过大;冷却后通过专业设备检测弯曲角度、弧度,对偏差部位进行轻微矫正。
5. 后处理:清理管内填充物(若有),对弯曲部位进行表面打磨、防锈处理(如刷漆、镀锌),确保外观和耐腐蚀性。
2. 关键工艺参数
不同规格的矩形管需匹配不同参数,以下是常见的核心参数范围,直接影响加工质量:
| 参数类型 | 取值范围(参考) | 说明 |
|---|---|---|
| 加热温度 | 750-1000℃ | 依据管材材质确定,碳钢通常高于合金钢 |
| 弯曲半径(R) | 一般≥3 倍管边长(如 50×30mm 管,R≥150mm) | 半径过小易导致管壁外侧开裂,过大则占用空间 |
| 加热速度 | 5-15℃/min | 厚壁管加热速度需更慢,确保内外壁温度均匀 |
| 保压时间 | 10-30 分钟 | 根据管材厚度调整,厚壁管需延长保压以充分软化 |
3. 常见问题与解决方法
热弯过程中易出现表面缺陷或精度问题,需针对性处理:
问题1:弯曲部位开裂
原因:加热温度不足、弯曲速度过快、弯曲半径过小。
解决:提高加热温度至合理范围,减缓弯曲速度,增大弯曲半径(建议≥3倍管边长)。
问题2:管壁塌陷或褶皱
原因:管内未填充、加热不均匀、模具贴合度差。
解决:管内填充沙子并压实,确保加热区域温度一致,更换与管材规格完全匹配的模具。
问题3:弯曲角度偏差
原因:冷却过程中管材回弹、模具定位不准。
解决:弯曲时预留23°的回弹量,冷却后通过矫正设备微调角度,确保模具固定牢固。
4. 适用场景与成本参考
适用场景:主要用于建筑钢结构(如弧形楼梯扶手、框架弯曲部位)、机械设备框架、市政管道(如矩形通风管转弯处)等,尤其适合对弯曲精度和管材强度要求较高的场景。
成本参考:按加工难度和规格计价,普通规格(如50×30×3mm)90°热弯加工费约1530元/件;大口径厚壁管(如200×100×8mm)或复杂弧度加工费约50100元/件,批量加工可降低10%20%成本。
如果需要更具体的操作指南,要不要我帮你整理一份矩形管热弯加工工艺参数表?表格会按不同材质(如Q235、Q345B)和常见规格(如50×30mm、100×50mm)分类,明确加热温度、弯曲半径、保压时间等关键参数,方便你直接对接加工厂或自查工艺合理性。
微信二维码
服务热线